
Shao Yi ได้กลายเป็นผู้นำที่น่าเชื่อถือในการผลิตชิ้นส่วนแชสซีรถยนต์ โดยเฉพาะอย่างยิ่งในเทคนิคการเชื่อมขั้นสูง ด้วยความเชี่ยวชาญของเราในการเชื่อมแชสซี เราจัดหาชิ้นส่วนที่ทนทานและมีประสิทธิภาพสูงซึ่งตอบสนองความต้องการที่เข้มงวดของอุตสาหกรรมยานยนต์ การเน้นความแม่นยำและความมีประสิทธิภาพของเราทำให้มั่นใจได้ว่าจะมีการเชื่อมต่อที่แข็งแรงและน่าเชื่อถือ พร้อมกับตอบสนองความต้องการที่เปลี่ยนแปลงไปของอุตสาหกรรมการผลิตยานยนต์

IATF TS16949:2016/วิกฤตด้านคุณภาพ
พื้นที่โรงงาน
วิศวกร R&D
เหล็กและอลูมิเนียม
เราใช้วิธีการควบคุมคุณภาพหลากหลายเพื่อรับรองว่าชิ้นส่วนแชสซีรถยนต์ที่เราส่งมอบมีขนาดและความสามารถในการทำงานตามที่กำหนดสำหรับการใช้งานของมัน

ความมุ่งมั่นอย่างไม่หยุดยั้งของเราในการรักษามาตรฐานคุณภาพได้รับการสนับสนุนจากใบรับรอง IATF 16949 ซึ่งรับประกันระบบควบคุมคุณภาพที่เข้มงวดในทุกขั้นตอนของการผลิต การรับรองนี้เป็นหลักฐานถึงแนวทางการทำงานที่ละเอียดรอบคอบของเรา ตั้งแต่การออกแบบเริ่มต้นจนถึงการส่งมอบผลิตภัณฑ์สุดท้าย - ใบรับรอง IATF16949

ด้วยเครื่องจักรการผลิตและการตรวจสอบชั้นยอด เครื่องจักรอัตโนมัติเต็มรูปแบบของเราที่ทันสมัยที่สุดสามารถรับประกันคุณภาพของผลิตภัณฑ์ในทุกกระบวนการผลิต ทำให้มั่นใจได้ถึงความคงที่และความยอดเยี่ยมในทุกๆ ผลผลิต

ทีมผู้เชี่ยวชาญด้านเทคนิคของเรา แต่ละคนมีประสบการณ์มากกว่าสิบปีในด้านการผลิตโลหะ เป็นรากฐานสำคัญของการดำเนินงานของเรา วิศวกรชั้นนำเหล่านี้นำความรู้และทักษะมากมายมาสู่ทุกโครงการ ทำให้ผลิตภัณฑ์ของเราไม่เพียงแค่ตอบสนอง แต่ยังเกินมาตรฐานของอุตสาหกรรมในด้านคุณภาพและความนวัตกรรม
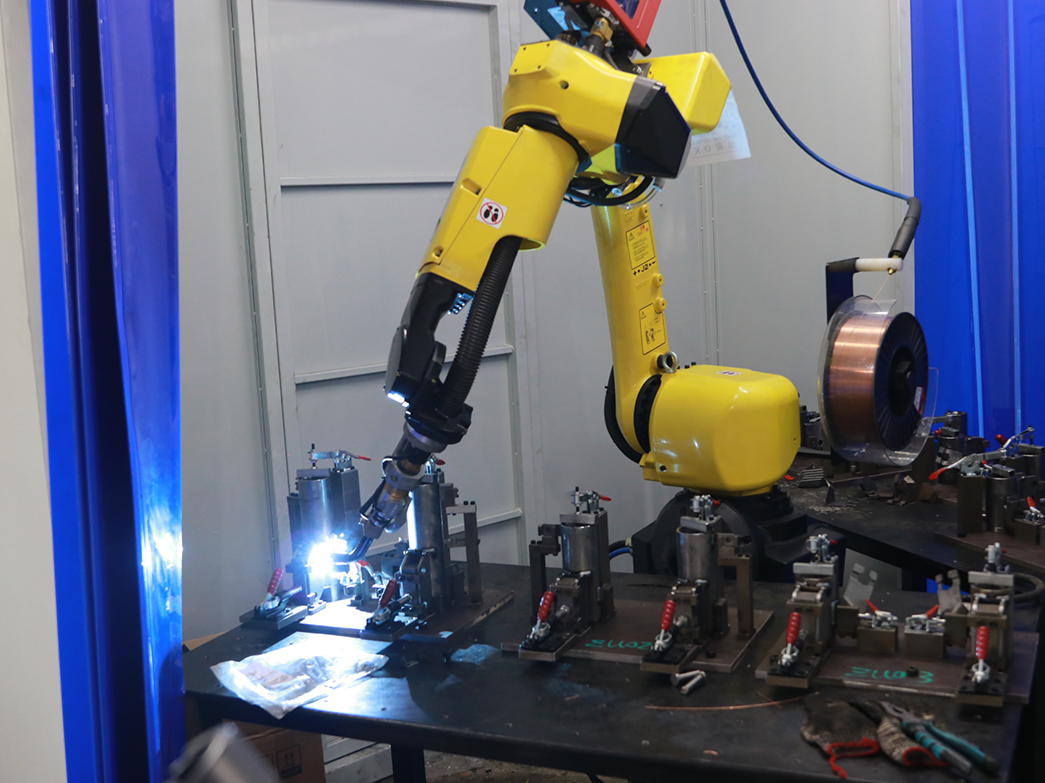
สายการผลิตเชื่อมด้วยหุ่นยนต์ของเราเพิ่มความแม่นยำ ความเร็ว และความสม่ำเสมอให้กับทุกโครงการ โดยเฉพาะในงานวิศวกรรมแชสซีและตัวถังรถยนต์ โดยการอัตโนมัติกระบวนการเชื่อม เราเพิ่มประสิทธิภาพการผลิต ลดข้อผิดพลาดของมนุษย์ และรับประกันการเชื่อมที่มีคุณภาพสูงและสม่ำเสมอสำหรับทุกชิ้นส่วนของแชสซี เทคโนโลยีนี้ช่วยให้เราตอบสนองเส้นตายที่เข้มงวดขณะรักษาคุณภาพระดับสูง มอบโซลูชันที่น่าเชื่อถือและคุ้มค่าสำหรับความต้องการในการผลิตของคุณ
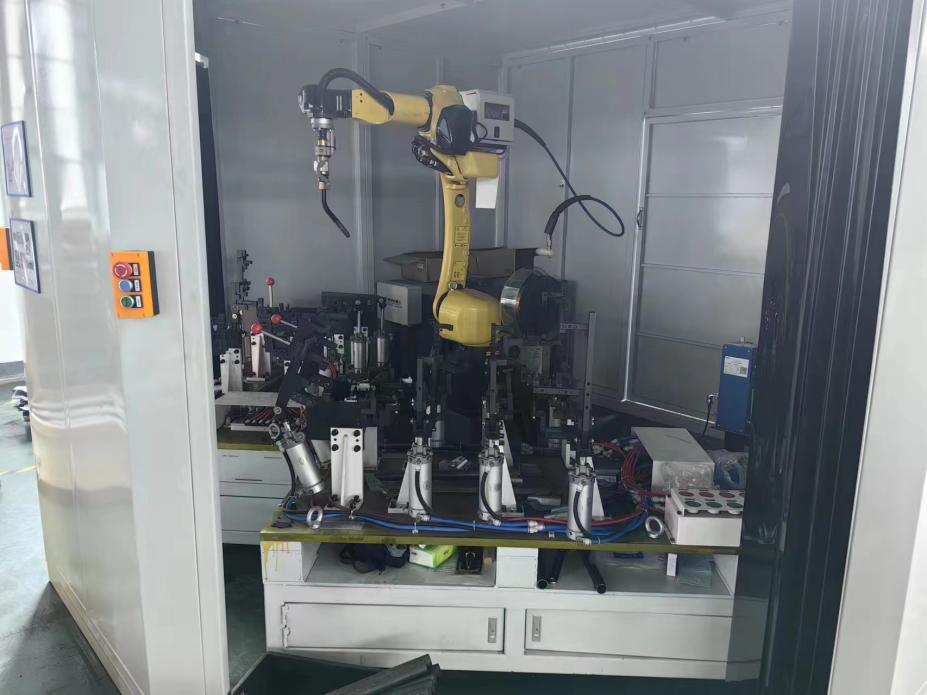















เราใช้อุปกรณ์และเทคโนโลยีการเชื่อมอัตโนมัติที่ทันสมัยเพื่อให้มั่นใจในความแม่นยำและความสม่ำเสมอของทุกการเชื่อม โดยเฉพาะอย่างยิ่งสำหรับชิ้นส่วนโครงรถ การเชื่อมของเราลดข้อผิดพลาดจากมนุษย์ รับประกันการเชื่อมที่มีคุณภาพสูงและแข็งแรง เหมาะสำหรับการออกแบบที่ซับซ้อนและโครงการที่ท้าทายในอุตสาหกรรมการผลิตรถยนต์
เทคโนโลยีการเชื่อมอัตโนมัติของเราช่วยเพิ่มประสิทธิภาพในการผลิตชิ้นส่วนโครงสร้าง ลดเวลาการทำงาน และด้วยการดำเนินงานต่อเนื่องพร้อมเวลาหยุดทำงานน้อยที่สุด เราสามารถผลิตได้เร็วขึ้นและส่งมอบได้รวดเร็ว พร้อมรักษาคุณภาพของชิ้นส่วนโครงสร้างของคุณไว้อย่างเต็มที่

ความหลากหลายในวัสดุและกระบวนการ เราสามารเชื่อมโลหะชนิดต่างๆ ได้ เช่น เหล็กกล้าไร้สนิม อลูมิเนียม และเหล็กกล้าคาร์บอน เพื่อให้ได้โซลูชันคุณภาพสูงสำหรับชิ้นส่วนของระบบแชสซี ไม่ว่าจะเป็นการเชื่อมแบบ MIG หรือ TIG เราเสนอวิธีการเชื่อมที่เหมาะสมที่สุดเพื่อตอบสนองความต้องการเฉพาะของแต่ละโครงการ โดยเน้นความทนทานและความแม่นยำ
ทีมงานเชื่อมของเราได้รับการรับรองจาก AWS และปฏิบัติตามระบบการจัดการคุณภาพ IATF 16949 เราทำการตรวจสอบคุณภาพอย่างเข้มงวดสำหรับทุกโครงการเชื่อม เพื่อให้มั่นใจว่าไม่มีข้อบกพร่องในการเชื่อมและส่งมอบผลิตภัณฑ์คุณภาพสูงที่ตรงตามข้อกำหนดที่เข้มงวดของลูกค้า
มาตรฐานการผลิตแบบละเอียดตามกระบวนการ เพื่อให้สามารถจัดหาชิ้นส่วนที่มีความแม่นยำและผ่านการตรวจสอบได้ถึง 99.8% ของจำนวนรวม

การประเมินและปรับปรุงความเป็นไปได้ก่อนการผลิต
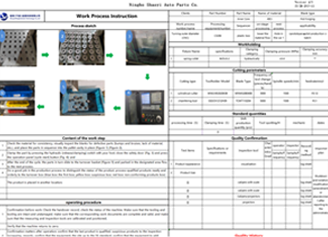
การเปรียบเทียบมาตรฐาน การประกอบ และการพัฒนาเกณฑ์การตรวจสอบเพื่อระบุมิติที่สำคัญ

สำหรับกระบวนการพิสูจน์ปัญหาในการตรวจสอบแบบเต็มขนาดสำหรับ DFM และคำแนะนำในการทำงาน

สรุปปัญหาจากการพิสูจน์ ปิดจุดปัญหา และปรับปรุงกระบวนการผลิตอย่างต่อเนื่อง

กำหนดความถูกต้องของกระบวนการผลิตและการที่ผลิตภัณฑ์ตรงตามข้อกำหนดของลูกค้าและข้อกำหนดของกระบวนการ
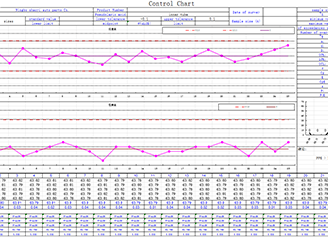
การควบคุมข้อกำหนดพิเศษและการดำเนินการกระบวนการ CPK>1.33 สำหรับมิติที่สำคัญ

ปฏิบัติตามมาตรฐานและข้อกำหนดของ AQC

ผ่านการตรวจสอบข้อมูลที่แม่นยำและการปรับปรุงกระบวนการ เราสามารถรับประกันการส่งมอบผลิตภัณฑ์ได้ทันเวลา
| ความสามารถในการประมวลผล | หมายเหตุ | ||
| ขนาดชิ้นงานสแตมปิ้งสูงสุด | ความกว้างสูงสุดของวัสดุ线圈: 600mm ความหนาสูงสุด (T): 6.0mm | ขนาดชิ้นงานสแตมปิ้งสูงสุด | เครื่องป้อนสามในหนึ่ง เมื่อใช้ร่วมกับหมุนม้วน 315 ตัน จะมีข้อจำกัดเรื่องความหนาของวัสดุ ซึ่งจำกัดไว้ที่ไม่เกิน 6.0mm |
| ขนาดชิ้นงานสแตมปิ้งต่ำสุด | ความกว้างต่ำสุดของวัสดุ线圈คือ 300mm ความหนาต่ำสุด (T): 1.0mm | ขนาดชิ้นงานสแตมปิ้งต่ำสุด | เครื่องเจาะรุ่น 160T ที่ติดตั้งเครื่องป้อนแบบเก่า ต้องใช้วัสดุที่มีความหนาไม่น้อยกว่า 1.0 มม. |
| ความอดทนของผลิตภัณฑ์ที่ได้จากการขึ้นรูป | ความอดทนในการเจาะ: 0.05 มม. | ||
| ความแข็งแรงของการเชื่อมด้วยการอาร์คไฟฟ้า | การทดลองดึงออก: 25KN | ||
| การแยกสารด้วยไฟฟ้า | ความหนาของฟิล์ม: 15-35 ไมครอน การทดสอบการพ่นละอองเกลือ: 720 ชั่วโมงโดยไม่มีสนิมแดง | ||
| ดาโครเมต | ความหนาของฟิล์ม: 8 ไมครอน การทดสอบการพ่นละอองเกลือ: 720 ชั่วโมงโดยไม่มีสนิมแดง | ||
| การกระชับกระชับกระชับกระชับกระชับกระชับกระชับกระชับกระชับกระชับกระชับกระชับกระชับกระชับกระชับกระชับกระชับกระชับกระชับกระชับกระชับกระชับกระชับกระชับกระชับกระช | ความหนาของฟิล์ม: 8-15 ไมครอน การทดสอบการพ่นละอองเกลือ: 240 ชั่วโมงโดยไม่มีสนิมแดง | ||
| เคลือบสังกะสีด้วยนิกเกิล | ความหนาของฟิล์ม: 8-15 ไมครอน การทดสอบการพ่นละอองเกลือ: 1500 ชั่วโมงโดยไม่มีสนิมแดง |
| กระบวนการผลิตและวัสดุ | กระบวนการผลิตและวัสดุ | ||
|---|---|---|---|
|
แผ่นเหล็ก |
แผ่นเหล็กชุบสังกะสี |
แผ่นอลูมิเนียม
|
แผ่นอะลูมิเนียมยืดรุ่น 5052 |
เป็นที่รู้จักกันดีในเรื่องความหลากหลายในการใช้งานและความคุ้มค่า เหล็กคาร์บอนเป็นตัวเลือกยอดนิยมสำหรับการใช้งานหลากหลายประเภท โดยประกอบไปด้วยเหล็กและคาร์บอนพร้อมธาตุอื่นๆ ในปริมาณเล็กน้อย ซึ่งให้สมบัติการเชื่อมที่ดีเยี่ยมและหาได้ง่าย เราใช้วัสดุที่แข็งแรงนี้สำหรับชิ้นส่วนโครงสร้าง โครงการการผลิต ชิ้นส่วนรถยนต์ และการใช้งานในเครื่องจักรหลายประเภท

การรักษาผิวแบบเฉพาะเจาะจงช่วยเพิ่มความสวยงาม ความแข็ง และความเรียบเนียนของชิ้นส่วนที่กำหนดเอง การประมวลผลเหล่านี้ช่วยเพิ่มความต้านทานทางเคมีและป้องกันการกัดกร่อน ทำให้ชิ้นส่วนมีความทนทาน นอกจากนี้ยังสามารถซ่อนร่องรอยเครื่องมือที่มองเห็นได้จากการทำงานของเครื่องมือสดได้อย่างมีประสิทธิภาพ ด้านล่างนี้คือตัวเลือกการรักษาที่ดีที่สุดบางส่วนที่มีอยู่
| ชื่อ | คำอธิบาย | วัสดุ | สี | เนื้อสัมผัส | |
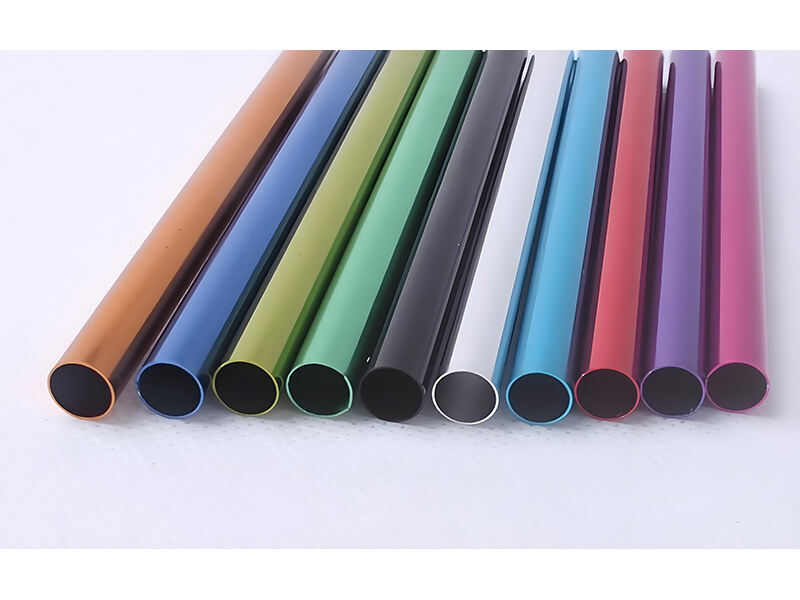 |
การทําแอโนด | การอโนไดซ์เป็นกระบวนการบำบัดผิวที่เพิ่มความต้านทานการกัดกร่อน ความต้านทานการ摩损 และความแข็งของโลหะ พร้อมทั้งให้การป้องกันแก่พื้นผิวโลหะ | อะลูมิเนียม | ใส, ดำ, เทา, แดง, น้ำเงิน, ทอง | ผิวเรียบลื่น แบบด้าน |
 |
การเคลือบผง | การเคลือบผงใช้ผงแห้งเคลือบลงบนพื้นผิวด้วยไฟฟ้าสถิตย์ มอบผิวสัมผัสที่ทนทานโดยไม่ต้องใช้สารละลาย มันจะถูกทำให้แข็งด้วยความร้อนหรือแสง UV เป็นทางเลือกที่สะอาดและมีประสิทธิภาพสำหรับสีเหลวแบบดั้งเดิม | อลูมิเนียม เหล็กกล้าไร้สนิม เหล็ก | ดำ หรือรหัส RAL ใดๆ หรือหมายเลข Pantone | ผิวเงาหรือกึ่งเงา |
 |
การชุบด้วยไฟฟ้า | การชุบโลหะมีบทบาทหลายประการ เช่น ฟังก์ชัน การตกแต่ง และการป้องกันการกัดกร่อน ซึ่งได้รับความนิยมอย่างแพร่หลายในอุตสาหกรรม โดยเฉพาะในภาคยานยนต์ที่มักใช้ในการชุบโครเมียมให้กับชิ้นส่วนโลหะ | อลูมิเนียม เหล็ก เหล็กกล้าไร้สนิม | ไม่มีข้อมูล | ผิวเรียบลื่น ผิวเงา |
 |
ฟอสเฟตติ้ง | กระบวนการฟอสเฟตเป็นการเคลือบเปลี่ยนแปลงที่สร้างชั้นฟอสเฟตผลึกบนพื้นผิวโลหะ โดยมักใช้เพื่อเพิ่มความต้านทานต่อการกัดกร่อนและการเตรียมพื้นผิวสำหรับการเคลือบหรือทาสีในขั้นตอนถัดไป | เหล็ก เหล็กกล้า ซิงค์ อลูมิเนียม | ไม่มีข้อมูล | ทั่วไปแล้วผิวจะเรียบ滑 แต่เนื้อสัมผัสอาจแตกต่างกันได้ขึ้นอยู่กับประเภทของชั้นเคลือบฟอสเฟตที่ใช้ |
 |
การสเปรย์สี | การพ่นสีคือกระบวนการทาสีโดยใช้อุปกรณ์พ่นที่ใช้อากาศอัดเพื่อเคลือบผิวหน้า มันให้ผิวสีที่เรียบและสม่ำเสมอ และถูกใช้อย่างแพร่หลายสำหรับวัสดุและแอปพลิเคชันต่างๆ | โลหะ, ไม้, พลาสติก, เฟอร์รอกラส | สีใดก็ได้ | เรียบถึงเงาครึ่ง ขึ้นอยู่กับประเภทของสีและการใช้เทคนิคการทา |










เน้นไปที่ชิ้นส่วนการเชื่อมแชสซี ชิ้นส่วนการเชื่อมดูดซับแรงกระแทก การปั๊มแชสซี และชิ้นส่วนการกลึง
หลังจากพัฒนามานานหลายปี เทคโนโลยีการเชื่อมของบริษัท主要包括การเชื่อมด้วยก๊าซป้องกัน การเชื่อมอาร์ก การเชื่อมเลเซอร์ และเทคโนโลยีการเชื่อมหลากหลายชนิด รวมกับสายการผลิตอัตโนมัติ โดยผ่านการทดสอบด้วยคลื่นเสียงความถี่สูง (UT) การทดสอบด้วยรังสี (RT) การทดสอบอนุภาคแม่เหล็ก (MT) การทดสอบการแทรกซึม (PT) การทดสอบกระแสวน (ET) และการทดสอบแรงดึงออก เพื่อให้ได้ชิ้นส่วนการเชื่อมที่มีกำลังการผลิตสูง คุณภาพสูง และปลอดภัยมากขึ้น นอกจากนี้เรายังสามารถให้บริการ CAE MOLDING และการเสนอราคาอย่างรวดเร็วตลอด 24 ชั่วโมง เพื่อให้บริการลูกค้าได้ดียิ่งขึ้นสำหรับชิ้นส่วนประทับและชิ้นส่วนกลึงของแชสซี







